Með hraðri þróun á sviði hreinnar orku, hálfleiðara- og ljósavirkjaiðnaðar og mikilli eftirspurn eftir demantverkfærum hefur aukist. En gervi demantduft er mikilvægasta hráefnið og því er haldkraftur demantsins ekki sterkur og endingartími karbíðverkfæra í byrjun ekki langur. Til að leysa þessi vandamál notar iðnaðurinn almennt demantduft sem yfirborðshúðun með málmefnum til að bæta yfirborðseiginleika þess, auka endingu og bæta heildargæði verkfæranna.
Yfirborðshúðunaraðferðin fyrir demantduft er fjölbreytt, þar á meðal efnahúðun, rafhúðun, segulspúttunarhúðun, lofttæmisgufuhúðun, heitsprunguhúðun og svo framvegis. Með þroskuðum aðferðum er hægt að húða efnið jafnt og stjórna nákvæmlega samsetningu og þykkt húðarinnar. Kostirnir við sérsniðna húðun eru tvö algengustu tæknin í greininni.
1. efnahúðun
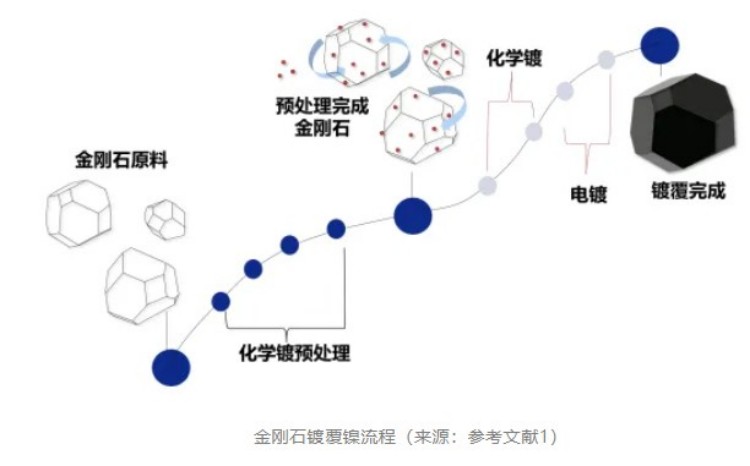
Efnafræðileg húðun demantsdufts felst í því að setja meðhöndlaða demantduftið í efnafræðilega húðunarlausnina og setja málmjónirnar í húðunarlausnina með verkun afoxunarefnisins í efnafræðilegri húðunarlausninni, sem myndar þétta málmhúð. Sem stendur er mest notaða demantefnafræðilega húðunin efnafræðileg nikkelhúðun-fosfór (Ni-P) tvíblöndu, venjulega kölluð efnafræðileg nikkelhúðun.
01 Samsetning efnafræðilegrar nikkelhúðunarlausnar
Samsetning efnahúðunarlausnar hefur afgerandi áhrif á jafna framvindu, stöðugleika og húðunargæði efnahvarfsins. Hún inniheldur venjulega aðalsalt, afoxunarefni, fléttuefni, stuðpúða, stöðugleikaefni, hröðunarefni, yfirborðsvirk efni og önnur efni. Hlutfall hvers efnis þarf að vera vandlega aðlagað til að ná sem bestum húðunaráhrifum.
1, aðalsalt: venjulega nikkelsúlfat, nikkelklóríð, nikkelamínósúlfónsýra, nikkelkarbónat, o.s.frv., aðalhlutverk þess er að veita nikkelgjafa.
2. Afoxunarefni: Það veitir aðallega vetni úr atómi, afoxar Ni2+ í málningarlausninni í Ni og setur það á yfirborð demantagna, sem er mikilvægasti þátturinn í málningarlausninni. Í iðnaðinum er natríumfosfat með sterka afoxunargetu, lágan kostnað og góðan málningarstöðugleika aðallega notað sem afoxunarefni. Afoxunarkerfið getur náð efnahúðun við lágan og háan hita.
3, flókið efni: húðunarlausnin getur valdið úrkomu, aukið stöðugleika húðunarlausnarinnar, lengt líftíma húðunarlausnarinnar, bætt útfellingarhraða nikkels, bætt gæði húðunarlagsins, almennt notað súkkínsýru, sítrónusýru, mjólkursýru og aðrar lífrænar sýrur og sölt þeirra.
4. Aðrir þættir: Stöðugleikinn getur hamlað niðurbroti málningarlausnarinnar, en þar sem hann hefur áhrif á efnahúðunarviðbrögð þarf að nota hann í hófi; stuðpúðinn getur framleitt vetnissýru (H+) við efnahúðunarviðbrögðin til að tryggja stöðugt pH gildi; yfirborðsvirka efnið getur dregið úr gegndræpi húðarinnar.
02 Efnafræðileg nikkelhúðunarferlið
Efnafræðileg húðun natríumhýpófosfatkerfis krefst þess að fylliefnið hafi ákveðna hvatavirkni og demantyfirborðið sjálft hefur ekki hvatavirknimiðstöð, þannig að það þarf að formeðhöndla það áður en demantduftið er efnafræðilega húðað. Hefðbundnar formeðferðaraðferðir við efnafræðilega húðun eru olíufjarlæging, grófgerð, næming og virkjun.
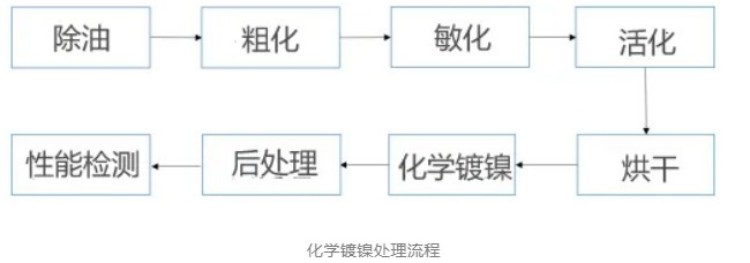
(1) Olíueyðing, grófgerð: Olíueyðing er aðallega til að fjarlægja olíu, bletti og önnur lífræn mengunarefni af yfirborði demantsduftsins, til að tryggja þétta áferð og góða virkni síðari húðunar. Grófgerðin getur myndað litlar holur og sprungur á yfirborði demantsins, aukið yfirborðsgrófleika demantsins, sem ekki aðeins stuðlar að aðsogi málmjóna á þessum stað, auðveldar síðari efnahúðun og rafhúðun, heldur myndar einnig stig á yfirborði demantsins, sem veitir hagstæð skilyrði fyrir vöxt efnahúðunar eða rafhúðunar málmlags.
Venjulega er notað NaOH og önnur basísk lausn sem olíueyðingarlausn við olíueyðingu, og við grófgerðarskrefið er saltpéturssýra og önnur sýrulausn notuð sem hráefnislausn til að etsa yfirborð demantsins. Að auki ætti að nota þessi tvö tengingar með ómskoðunarhreinsivél, sem stuðlar að því að bæta skilvirkni olíueyðingar og grófgerðar demantsdufts, sparar tíma í olíueyðingar- og grófgerðarferlinu og tryggir áhrif olíueyðingar og grófgerðar.
(2) Næming og virkjun: Næming og virkjun er mikilvægasta skrefið í öllu efnahúðunarferlinu og tengist beint því hvort hægt sé að framkvæma efnahúðunina. Næming felst í að taka upp auðveldlega oxað efni á yfirborði demantduftsins sem hafa ekki sjálfhvataða getu. Virkjunin felst í að taka upp oxun hypofosfórsýru og hvatavirkra málmjóna (eins og málmpalladíums) á afoxun nikkelagna, til að flýta fyrir útfellingu húðunarinnar á yfirborði demantduftsins.
Almennt séð er næmingar- og virkjunartíminn of stuttur, myndun palladíumpunkts á yfirborði demantsmálmsins er minni, aðsog húðunarinnar er ófullnægjandi, húðlagið dettur auðveldlega af eða erfitt er að mynda heildstæða húðun og meðferðartíminn er of langur, sem veldur sóun á palladíumpunktinum. Þess vegna er besti tíminn fyrir næmingar- og virkjunarmeðferð 20~30 mínútur.
(3) Efnafræðileg nikkelhúðun: Efnafræðileg nikkelhúðunarferlið er ekki aðeins undir áhrifum samsetningar húðunarlausnarinnar, heldur einnig hitastigs og pH-gildis húðunarlausnarinnar. Hefðbundin háhitaefnafræðileg nikkelhúðun er almennt hitastig á bilinu 80 til 85°C, þar sem hitastigið er hærra en 85°C veldur auðveldlega niðurbroti húðunarlausnarinnar, og því hraðar sem viðbrögðin verða. Þegar pH-gildið eykst mun útfellingarhraði húðunarinnar hækka, en pH-gildið veldur einnig myndun nikkelsalts og hamlar hraða efnafræðilegra viðbragða. Þess vegna er hægt að stjórna útfellingarhraða efnafræðilegrar húðunar, þéttleika húðunar, tæringarþol húðunar, þéttleika húðunar og demantsdufts húðunar til að mæta kröfum iðnaðarþróunar í efnafræðilegri nikkelhúðun.
Að auki gæti ein húðun ekki náð kjörþykkt húðarinnar og það geta myndast loftbólur, nálargöt og aðrir gallar, þannig að hægt er að hylja hana aftur og aftur til að bæta gæði húðarinnar og auka dreifingu húðaðs demantdufts.
2. rafskautsnikkelun
Vegna þess að fosfór er til staðar í húðunarlaginu eftir efnafræðilega nikkelhúðun með demanti leiðir það til lélegrar rafleiðni, sem hefur áhrif á sandhleðsluferli demantverkfærisins (ferlið við að festa demantagna á yfirborð fylliefnisins), þannig að hægt er að nota fosfórlaust húðunarlag sem nikkelhúðun. Sérstaka aðgerðin er að setja demantduftið í húðunarlausnina sem inniheldur nikkeljónir, demantagnarnar komast í snertingu við neikvæða rafskautið í katóðuna, nikkelmálmblokkinn sem er dýft í húðunarlausnina og tengdur við jákvæða rafskautið til að mynda anóðu. Með rafgreiningu minnka frjálsu nikkeljónirnar í húðunarlausninni í atóm á yfirborði demantsins og atómin vaxa inn í húðunina.

01 Samsetning málningarlausnarinnar
Eins og efnahúðunarlausnin veitir rafhúðunarlausnin aðallega nauðsynlegar málmjónir fyrir rafhúðunarferlið og stýrir nikkelútfellingarferlinu til að fá nauðsynlega málmhúð. Helstu innihaldsefni hennar eru aðalsalt, virkt efni anóðu, stuðpúði, aukefni og svo framvegis.
(1) Aðalsalt: aðallega notað nikkelsúlfat, nikkelamínósúlfónat o.s.frv. Almennt séð, því hærri sem aðalsaltþéttnin er, því hraðari dreifing í málmblöndunni, því meiri straumnýtni og málmútfellingarhraði, en húðunarkornin verða grófari og því minni sem aðalsaltþéttnin er, því verri verður leiðni húðunarinnar og því erfiðari að stjórna henni.
(2) Virkt efni anóðu: Þar sem anóðan er auðvirkjuð og leiðni hennar léleg, sem hefur áhrif á einsleitni straumdreifingar, er nauðsynlegt að bæta við nikkelklóríði, natríumklóríði og öðrum efnum sem anóðvirkjum til að stuðla að virkjun anóðunnar og bæta straumþéttleika anóðuvirkjunarinnar.
(3) Stuðpúði: Eins og efnahúðunarlausnin getur stuðpúðinn viðhaldið hlutfallslegum stöðugleika húðunarlausnarinnar og pH-gildi katóðu, þannig að það geti sveiflast innan leyfilegra marka rafhúðunarferlisins. Algeng stuðpúði inniheldur bórsýru, ediksýru, natríumbíkarbónat og svo framvegis.
(4) Önnur aukefni: Í samræmi við kröfur húðunarinnar skal bæta við réttu magni af bjartunarefni, jöfnunarefni, rakaefni og ýmsum efnum og öðrum aukefnum til að bæta gæði húðunarinnar.
02 Demants rafhúðað nikkelflæði
1. Formeðferð fyrir málun: Demantur er oft ekki leiðandi og þarf að húða hann með málmlagi með öðrum húðunarferlum. Efnafræðileg málunaraðferð er oft notuð til að forhúða málmlag og þykkja það, þannig að gæði efnafræðilegrar húðunar hafa áhrif á gæði málunarinnar að vissu marki. Almennt séð hefur fosfórinnihald í húðuninni eftir efnafræðilega húðun mikil áhrif á gæði húðunarinnar og húðun með miklu fosfórinnihaldi hefur tiltölulega betri tæringarþol í súru umhverfi, yfirborð húðunarinnar er með meiri æxlisbólur, mikla yfirborðsgrófleika og enga segulmagnaða eiginleika; húðun með miðlungs fosfórinnihaldi hefur bæði tæringarþol og slitþol; húðun með lágu fosfórinnihaldi hefur tiltölulega betri leiðni.
Að auki, því minni sem agnastærð demantsduftsins er, því stærra er yfirborðsflatarmálið. Þegar duftið er húðað fljóta það auðveldlega í málningarlausninni og það mun valda leka, málun og lausum lögum. Áður en þú húðar þarf að stjórna fosfórinnihaldi og gæðum húðarinnar, og stjórna leiðni og þéttleika demantsduftsins til að bæta fljótandi áhrif duftsins.
2, nikkelhúðun: Nú á dögum er demantsdufthúðun oft notuð með rúlluhúðunaraðferð, það er að segja, rétt magn af rafhúðunarlausn er bætt við flöskurnar, ákveðið magn af gervi demantsdufti er sett í rafhúðunarlausnina. Með snúningi flöskunnar er demantsduftið í flöskurnar rúllað. Á sama tíma er jákvæða rafskautið tengt við nikkelblokkina og neikvæða rafskautið við gervi demantsduftið. Undir áhrifum rafsviðsins mynda lausar nikkeljónir í málmblöndunni málmnikkel á yfirborði gervi demantsduftsins. Hins vegar hefur þessi aðferð þau vandamál að húðunarvirkni er lítil og húðunin er ójöfn, þannig að snúningsrafskautsaðferðin varð til.
Snúningsrafskautsaðferðin er að snúa katóðu í demantdufthúðun. Þessi aðferð getur aukið snertiflötinn milli rafskautsins og demantagna, aukið jafna leiðni milli agnanna, bætt ójafnvægi húðunar og bætt framleiðslugetu demantnikkelhúðunar.
stutt samantekt
Sem aðalhráefni demantverkfæra er yfirborðsbreyting demantsördufts mikilvæg leið til að auka stjórnkraft fylliefnisins og bæta endingartíma verkfæranna. Til að bæta sandhleðsluhraða demantverkfæra er venjulega hægt að húða nikkel- og fosfórlag á yfirborð demantsörduftsins til að fá ákveðna leiðni og síðan þykkja húðunarlagið með nikkelhúðun til að auka leiðnina. Hins vegar skal tekið fram að demantyfirborðið sjálft hefur ekki hvatavirka miðju, þannig að það þarf að formeðhöndla það áður en efnahúðun fer fram.
tilvísunargögn:
Liu Han. Rannsókn á yfirborðshúðunartækni og gæðum gervi demantsördufts [D]. Tækniháskólinn í Zhongyuan.
Yang Biao, Yang Jun og Yuan Guangsheng. Rannsókn á forvinnsluferli yfirborðshúðunar demants [J]. Staðlun rýmis.
Li Jinghua. Rannsóknir á yfirborðsbreytingum og notkun gervi demantsördufts sem notað er í vírsög [D]. Tækniháskólinn í Zhongyuan.
Fang Lili, Zheng Lian, Wu Yanfei o.fl. Efnafræðileg nikkelhúðunaraðferð á yfirborði gervidemants [J]. Journal of IOL.
Þessi grein er endurprentuð í Superhard Material Network
Birtingartími: 13. mars 2025




